超薄超硬砂轮具有高精度、切缝窄、切割锋利、高刚度、高强度等主要特点;超薄超硬材料砂轮切割加工主要用于电子信息领域上的各种电子元器件及航天、国防军工机械行业精密难加工材料的零部件的切断与开槽,具有磨削深度大、进给速度小、砂轮与工件的接触面积大、切缝窄、磨削精度高、加工表面质量好、材料利用率高以及砂轮使用寿命长等一系列优点。如立方氮化硼切割砂轮主要用于各种难加工导电材料的精密切槽、切断加工,如:模具钢、轴承钢、不锈钢、耐热钢等难加工黑色导电材料;整体型切割砂轮厚度多在0 .5mm以下,具有外径小、粒度细、尺寸及形位精度高、重量轻等特点。其加工采用深切缓进给磨削法、高转速磨削工艺,深度一次切到。
但在磨削切割这些难加工的导电时,切割的加工效率低,成本高,且在加工过程中产生磨削力大,发热高等特点,容易使工件产生产生变形,降低加工表面质量。
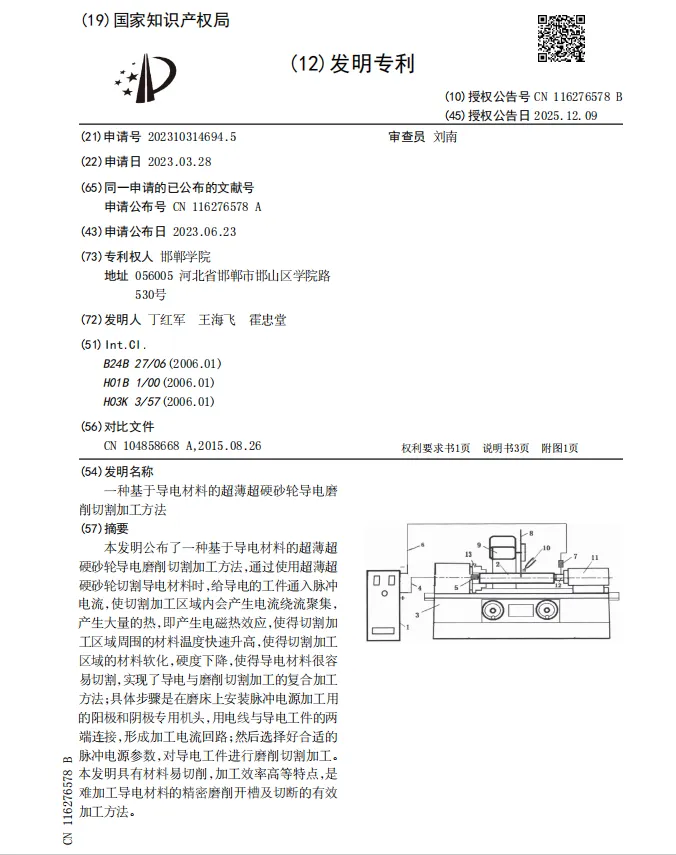
本发明公布了一种基于导电材料的超薄超硬砂轮导电磨削切割加工方法,通过使用超薄超硬砂轮切割导电材料时,给导电的工件通入脉冲电流,使切割加工区域内会产生电流绕流聚集,产生大量的热,即产生电磁热效应,使得切割加工区域周围的材料温度快速升高,使得切割加工区域的材料软化,硬度下降,使得导电材料很容易切割,实现了导电与磨削切割加工的复合加工方法;具体步骤是在磨床上安装脉冲电源加工用的阳极和阴极专用机头,用电线与导电工件的两端连接,形成加工电流回路;然后选择好合适的脉冲电源参数,对导电工件进行磨削切割加工。本发明具有材料易切削,加工效率高等特点,是难加工导电材料的精密磨削开槽及切断的有效加工方法。
(特别注意:任何单位或者个人未经专利权人许可,都不得实施其专利,即不得为生产经营目的制造、使用、许诺销售、销售、进口其专利产品,或者使用其专利方法以及使用、许诺销售、销售、进口依照该专利方法直接获得的产品。)